-
Welcome visitor,
Login
Register
Basket View 0

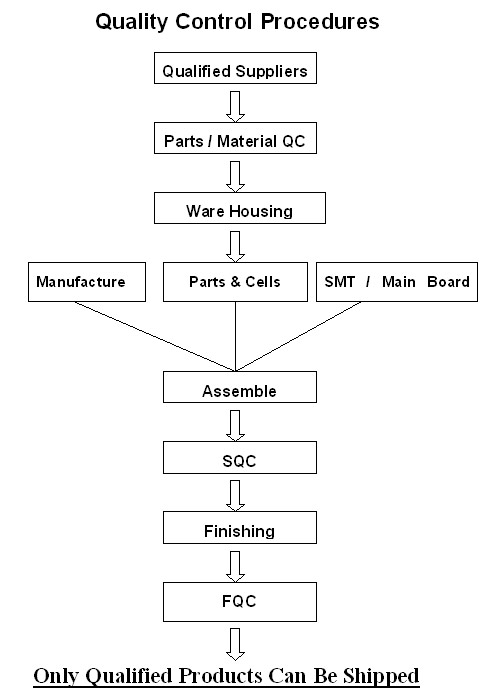
1 Purpose
Clearly defined processes operating procedures to ensure the quality of the process webbing reasonable , effective control , reduce defective products .
2 Scope
Lanyard production process quality control of all operations, control link for the material to the shop floor , in front of semi-finished products into the warehouse control , primarily for the manufacture of semi-finished site quality control departments . Confirmed three operational processes
3.1 parts inspection
For the newly opened ( modified) production of goods before inspectors to conduct boot test. And test results are recorded , " Lanyard change machine
operating records" in . 3.2 pairs of production verification
the materials, equipment status , process card use , operating instructions be checked .
3.3 inspectors patrol requirements
3.3.1 The frequency of inspection time inspectors during inspection , we should continuously pressing machines, successive polling station , i
n the production of normal circumstances, should maintain a 2-3 hour inspection . Particular time , may apply to the department of human assistance ,
to ensure that the inspection density.
3.3.2 Inspection by product quality standards.
A visual inspection : visual , touch, and with reference to the production model validation ;
B Dimensions: use of measuring detection ;
C Features : Available instrumentation validate a test sample to the workshop if necessary .
D machine operating parameters : the actual parameter data and the " process card " on contrast.
E product material placed : check to products, materials , scrap , defective products if placed in a predetermined area ;
F, employees working method : whether to notify staff of inspectors to the scene whether the system required to operate the machine , the replacement products verification.
G inspection of materials, products, machinery identifies state.
3.4 inspector inspection records
Inspectors after each test , to test results accurately recorded on the <inspection process inspection records table>.
3.5 Quality feedback and handle exceptions
Inspectors in the inspection process, if found to have quality anomalies, do the following actions :
A themselves can determine when , fill " the inspector test problem reports " after the signature of the competent audit , post production department
improvements .
B , held the head of the defective delivery confirmation template , single post production department improvements .
C Production of improvements reply to confirm and track improvement.
D to the production of substandard goods isolation, identification .
E would have been improved "test problem reports " of goods seized Exchange Production Division .